全國(guó)咨詢服務熱線:021-59256039

元器(qì)件(jiàn)翹曲變形對(duì)裝配良率的(de)影響至為(wèi)關鍵
元器(qì)件(jiàn)翹曲變形導緻在裝配之後焊點開(kāi)路(lù),其翹曲變形既有(yǒu)來(lái)自(zì)元件(jiàn)在封裝過程中的(de)變形,也有(yǒu)因為(wèi)回流 焊接過程中的(de)高(gāo)溫引起的(de)熱變形。由于堆疊裝配的(de)元件(jiàn)很(hěn)薄,底部元件(jiàn)甚至薄到0.3 mm,在封裝過程中極易 産生(shēng)變形。如圖1所示。
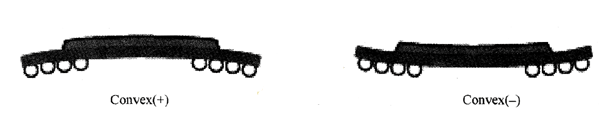
圖1 元件(jiàn)翹曲變形示意圖
元件(jiàn)封裝過程中産生(shēng)變形最大是在進行模塑(封膠)之後,我們發現(xiàn)随着元件(jiàn)尺寸的(de)增加,其變形量也會 增大。堆疊的(de)兩個(gè)元件(jiàn),底部元件(jiàn)變形量會相(xiàng)對(duì)大一些。來(lái)自(zì)不同供應商的(de)元器(qì)件(jiàn)其變形量也會不一樣。如 圖2和(hé)圖3所示。
之所以會産生(shēng)翹曲變形是因為(wèi)元器(qì)件(jiàn)中各種材料的(de)彈性模量和(hé)熱膨脹系數各不一樣,如果所選用材料以上(shàng) 特性差異越大,再加上(shàng)物(wù)理(lǐ)尺寸的(de)影響(長(cháng)寬厚),其變形就越明(míng)顯。要保證較高(gāo)的(de)裝配良率,對(duì)堆疊元件(jiàn) 的(de)平整度要求很(hěn)重要,要選擇質量好(hǎo)的(de)供應商。
底部元件(jiàn)球間(jiān)距是0.5 mm或0.4 mm的(de)CSP,對(duì)于錫膏印刷是一個(gè)挑戰,需要優化(huà)CB焊盤的(de)設計(jì),印刷鋼網的(de)開(kāi)孔設計(jì)也需要仔細考慮。錫膏的(de)選擇也成為(wèi)關鍵,往往會
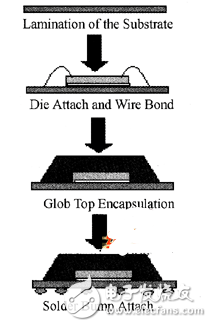
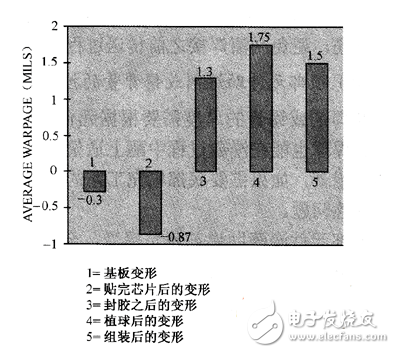
圖2 元器(qì)件(jiàn)封裝/組裝過程示意圖圖3 元器(qì)件(jiàn)封裝/組裝過程翹曲變形分析示意圖
有(yǒu)錫膏過量或不足的(de)現(xiàn)象。對(duì)于精細間(jiān)距的(de)晶圓級CSP的(de)錫膏印刷,應用合适的(de)PCB及鋼網設計(jì)加以良好(hǎo)的(de)印 刷工(gōng)藝控制,可以獲得批量生(shēng)産條件(jiàn)下(xià)高(gāo)的(de)裝配良率。0.4 mm CSP的(de)印刷可以選用type3,或type4,但(dàn) type4有(yǒu)時(shí)可能會出現(xiàn)連錫現(xiàn)象。市(shì)場(chǎng)上(shàng)現(xiàn)在有(yǒu)type3和(hé)type4混合的(de)一種錫膏,印刷效果不錯(cuò)。印刷工(gōng)藝控 制注意以下(xià)幾個(gè)方面:
·當印刷微(wēi)間(jiān)距的(de)PCB時(shí),要放(fàng)慢(màn)印刷速度;
·選擇最接近(jìn)PCB闆的(de)刮刀(dāo),兩邊離PCB邊緣有(yǒu)O.5″;
·錫膏在鋼網上(shàng)要形成良好(hǎo)的(de)“滾動”,而不是“滑動”;
·錫膏滾動柱表面要相(xiàng)對(duì)光(guāng)滑均勻,外(wài)形要中心對(duì)稱:
·刮刀(dāo)刮過後孔要被完全填充;
·刮刀(dāo)刮過後鋼網要很(hěn)幹淨,沒有(yǒu)錫膏留在後面;
·脫模後孔壁要沒有(yǒu)錫膏或非常少的(de)錫膏留在其上(shàng);
·脫模的(de)速度極為(wèi)關鍵,一般來(lái)說(shuō)需要較低(dī)的(de)脫模速度,如0.25~0.5 mm/s,但(dàn)也有(yǒu)些錫膏要求快速脫模 ,需要仔細閱讀技(jì)術說(shuō)明(míng):
·印刷時(shí)對(duì)基闆平整的(de)支撐一般都(dōu)要求全闆支撐,避免印錫不均勻的(de)現(xiàn)象。
影響印刷品質的(de)另一重要因素是印刷鋼網的(de)設計(jì)和(hé)制造:合适的(de)寬深(厚)比或開(kāi)孔面積比,孔壁是否光(guāng) 滑整齊。對(duì)于0.4 mm CSP,印刷鋼網推薦采用如下(xià)設計(jì):
·鋼網厚度5 mil,則方形孔為(wèi)lO mil×10 mil,圓形孔的(de)直徑為(wèi)11 mil;
·鋼網厚度若為(wèi)4 mil,則方形孔為(wèi)9 mil×9 mil,圓形孔的(de)直徑為(wèi)10 mil。
底層元件(jiàn)以整闆基準點來(lái)矯正沒有(yǒu)問(wèn)題,上(shàng)層元件(jiàn)是以整闆基準點還(hái)是以其底層元件(jiàn)背面上(shàng)的(de)局部基準點 來(lái)矯正就需要斟酌了。如果同樣選擇整闆基準點,會很(hěn)方便,不需要任何變更,産出率也會高(gāo),但(dàn)貼裝精度 成了争論的(de)焦點。事(shì)實上(shàng),貼裝的(de)精度會受到影響。而選擇其底層元件(jiàn)背面上(shàng)的(de)局部基準點,貼片周期會長(cháng) 産出率受到影響,對(duì)處理(lǐ)基準點的(de)相(xiàng)機(jī)提出了挑戰(焦距的(de)問(wèn)題)。但(dàn)是貼片的(de)精度會得以保證。這(zhè)時(shí)貼裝 壓力的(de)控制也變得非常重要,過高(gāo)的(de)壓力會将底層元件(jiàn)的(de)錫膏壓塌;造成短路(lù)和(hé)錫珠,高(gāo)壓力貼裝多層元件(jiàn) 也會因壓力不平衡導緻器(qì)件(jiàn)倒塌。所以貼裝及浸蘸過程中需要較低(dī)的(de)貼裝壓力。
多層堆疊貼裝後,在傳送過程中,要求傳輸軌道(dào)運轉更加平穩,機(jī)器(qì)設備之間(jiān)軌道(dào)接口要順暢,避免回流 焊接之前傳送過程中的(de)振動沖擊。
助焊劑或錫膏的(de)厚度需要根據元件(jiàn)焊球尺寸來(lái)确定,保證适當且穩定均勻的(de)厚度,使最小(xiǎo)的(de)焊球也能在浸 蘸過程中蘸上(shàng)适量的(de)助焊劑或錫膏。需要考慮優先選擇低(dī)殘留免清洗助焊劑或錫膏,如果需要底部填充工(gōng)藝 的(de)話(huà),必須考慮助焊劑/錫膏與阻焊膜及底部填充材料的(de)兼容性問(wèn)題。
頂部元件(jiàn)浸蘸助焊劑還(hái)是錫膏,會有(yǒu)不同的(de)考慮。錫膏裝配的(de)優點是:①可以一定程度地(dì)補償元件(jiàn)及基闆 的(de)翹曲變形;②無須額外(wài)工(gōng)藝,可以與現(xiàn)有(yǒu)工(gōng)藝很(hěn)好(hǎo)兼容;③焊接後器(qì)件(jiàn)離闆高(gāo)度稍高(gāo),有(yǒu)利于可靠性。但(dàn) 也有(yǒu)其缺點:①會放(fàng)大焊球本來(lái)存在的(de)大小(xiǎo)的(de)差異;②可供選擇的(de)這(zhè)類錫膏有(yǒu)限,價格也貴。
浸蘸用的(de)錫膏不同于普通(tōng)印刷錫膏,其黏度為(wèi)⒛Pa·s左右,比普通(tōng)的(de)錫膏低(dī),金(jīn)屬顆粒直徑在5~25 gm 左右,比普通(tōng)錫膏金(jīn)屬顆粒細,助焊劑百分含量約20%。所以其比普通(tōng)印刷錫膏稀很(hěn)多,流動性非常好(hǎo),适 合浸蘸工(gōng)藝。
粘性助焊膏裝配的(de)優點是:①不會放(fàng)大焊球本來(lái)存在的(de)大小(xiǎo)差異;②工(gōng)藝好(hǎo)控制,材料選擇也方便。
其缺點是:①對(duì)一點程度的(de)翹曲變形無補償作(zuò)用;②需要增加工(gōng)藝。
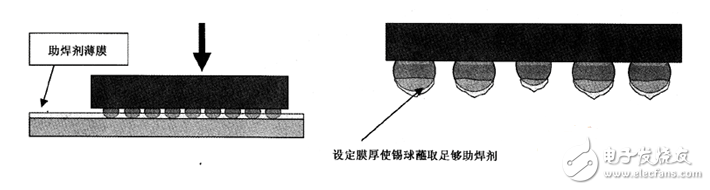
圖4 助焊劑或錫膏量的(de)控制
頂部元件(jiàn)CSP的(de)助焊劑浸蘸工(gōng)藝與我們在之前介紹過的(de)倒裝晶片的(de)助焊劑浸蘸工(gōng)藝相(xiàng)似,控制重點和(hé)方法也 類似。所不同的(de)是,CSP需要浸蘸更多的(de)助焊劑,要求助焊劑膜更厚。對(duì)于0.4mm高(gāo)度的(de)焊球,實際膜厚需要 0.2 mm左右,也就是相(xiàng)當于焊球高(gāo)度的(de)一半,實際的(de)膜厚依賴于材料的(de)選擇。圖5為(wèi)頂部元件(jiàn)浸蘸在0.2 mm 厚的(de)錫膏中,組裝在玻璃片上(shàng)看(kàn)到的(de)情形。
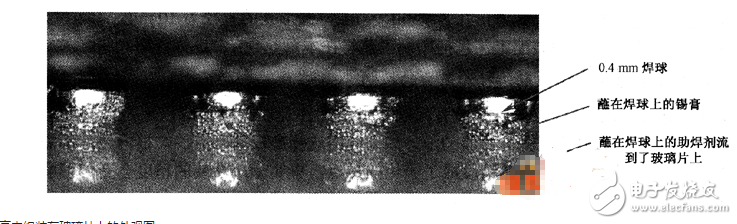
圖5 頂部元件(jiàn)浸蘸在0.2 mm厚的(de)錫膏中組裝在玻璃片上(shàng)的(de)外(wài)觀圖
首先我們面臨的(de)是對(duì)于無鉛回流焊接工(gōng)藝選擇焊接環境的(de)問(wèn)題。在空氣中焊接,特别是對(duì)于無鉛工(gōng)藝, 增加了金(jīn)屬的(de)氧化(huà),潤濕不好(hǎo),焊球不能完整的(de)塌陷。在低(dī)氧氣濃度((50 ppm)氮氣中焊接降低(dī)了金(jīn)屬氧 化(huà),潤濕效果好(hǎo),能夠形成完整的(de)塌陷,而且表現(xiàn)出良好(hǎo)的(de)自(zì)對(duì)中性。但(dàn)0201/0402這(zhè)類元件(jiàn)會出現(xiàn)立碑現(xiàn) 象,另外(wài),焊接成本也會增加25%~50%。
由于無鉛焊接的(de)溫度較高(gāo),較薄的(de)元件(jiàn)和(hé)基闆(厚度可達0.3 mm)在回流焊接過程中很(hěn)容易熱變形,需要 細緻的(de)優化(huà)回流焊接溫度曲線。同時(shí),監控頂層元件(jiàn)表面與底層元件(jiàn)內(nèi)部溫度非常重要,既要考慮頂層元件(jiàn) 表面溫度不要過高(gāo),又(yòu)要保證底層元件(jiàn)焊球和(hé)錫膏充分熔化(huà)形成良好(hǎo)的(de)焊點(有(yǒu)時(shí)底層元件(jiàn)焊球可能是高(gāo)鉛 材料,此時(shí)焊球可能不熔或部分熔融,錫膏則熔化(huà)冷(lěng)卻形成焊點)。對(duì)于多層堆疊裝配,升溫速度建議(yì)控制 在1,5OC/s以內(nèi),防止熱沖擊及爐內(nèi)移位或其他(tā)焊接缺陷。在保證焊接品質的(de)前提下(xià),讓回流溫度盡量的(de)低(dī) ,最大程度的(de)降低(dī)熱變形的(de)可能。
C4元件(jiàn)在焊接過程中高(gāo)度會有(yǒu)一定程度的(de)降低(dī),如圖6所示,這(zhè)可以補償焊球高(gāo)度的(de)不一緻性,但(dàn)是基闆 焊盤要設計(jì)适當的(de)公差,将焊接過程中的(de)變形及不共面性一并考慮。圖7和(hé)圖8是元件(jiàn)在回流焊前和(hé)回流焊高(gāo) 度示意圖。
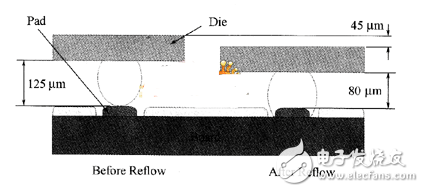
圖6 元件(jiàn)回流後高(gāo)度降低(dī)
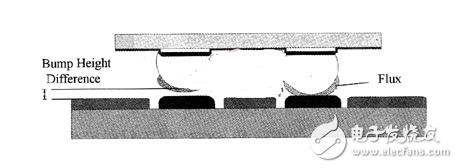
圖7 回流焊接之前
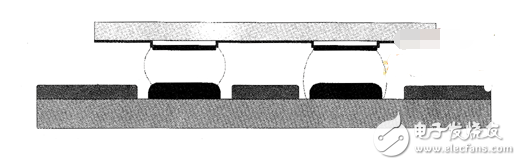
圖8 回流焊接之後
堆疊兩層應用X-Ray來(lái)檢查應該沒有(yǒu)什麽問(wèn)題,隻要在産品上(shàng)設計(jì)适當的(de)參照(zhào),可以輕易檢查出元件(jiàn)是否 有(yǒu)偏移等。但(dàn)對(duì)于多層堆疊,要清楚的(de)檢查各層焊點情況實非易事(shì),這(zhè)時(shí)需要X-Ray檢查儀具有(yǒu)分層檢查的(de)功能。
http://m.elecfans.com/article/290668.html

 English
English